-
Productos
-
Instrumentos de Lab
-
Sondas y medidores de laboratorio
Estándares de calibración Medidores y sondas Sension+
- Productos Químicos, Reactivos y estándares
-
Analizadores en continuo
Analizadores de la serie EZ
- Hierro
- Aluminio
- Manganeso
- Fosfato
- Cloruro
- Cianuro
- Fluoruro
- Sulfato
- Sulfuro
- Arsénico
- Cromo
- Cobre
- Níquel
- Zinc
- Amonio
- Nitrógeno total
- Fósforo total
- Fenol
- Ácidos grasos volátiles
- Alcalinidad
- ATP
- Dureza
- Toxicidad
- Acondicionamiento previo de muestras
- Boro
- Color
- Nitrato
- Nitrito
- Sílice
- Peróxido de hidrógeno
- EZ Series Reagents
-
Sensores y Controladores en continuo
Controladores digitales (transmisores) Controladores (analógicos) Sensores de Amonio Sensor de monitorización de sulfuro de hidrógenoSensor de pH y ORP
- 1200-S Redox
- 1200-S pH
- 12mm pH/Redox
- 8362 sc Agua ultrapura
- LCP pH/Redox
- Redox Digital diferencial
- pH Diferencial
- pH Digital diferencial
- pH/Redox Combinado
Aceite en agua Elementos orgánicos Acondicionamiento de muestras Ozono Nivel de lodo - Sistemas de laboratorio automatizados
- Multiparameter Online Panels
- Claros Water Intelligence System
-
Material de laboratorio y Suministro
Consumibles generales de laboratorio DispositivosInstrumentosLibros y material de referencia Material de vidrio y de plástico
-
Microbiología
Accesorios y Productos Químicos InstrumentosKits Material de LaboratorioMedios Deshidratados Medios Preparados
- Muestreo
- Test Kits y Tiras
-
Instrumentos de Lab
- PARÁMETROS
-
Soluciones de software
-
Claros Water Intelligence System
Pilares del producto Process Management
- Soluciones para:
- Eliminación de DBO/DQO
- Nitrificación/desnitrificación
- Eliminación del fósforo
- Gestión de fangos
Data Management- Soluciones para:
- Recopilación
- Consulta y análisis
- Generación de informes
- Exactitud de los datos
Instrument Management- Soluciones para:
- Mantenimiento
- Resolución de problemas
- Acceso remoto
- Comparación de laboratorio y proceso
-
Claros Water Intelligence System
- APLICACIONES
- SERVICIOS
- Noticias y Eventos
Login




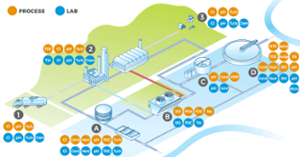
Industria alimentaria
Análisis completo de aguas, desde el agua de aporte hasta el efluente
El agua limpia y abundante es fundamental para el procesamiento de alimentos: como ingrediente, como forma de limpiar y mover materias primas, y como agente principal para la higienización de la maquinaria de la planta. El agua es un asunto importante en la industria alimentaria ya que las empresas han comenzado a prestar más atención a la gestión de las aguas residuales para cumplir con normativas más estrictas, proteger su reputación y reducir el consumo de energía. Muchas empresas multinacionales han establecido directrices internas sobre las aguas residuales que requieren que todas las plantas monitoricen parámetros clave sobre las aguas residuales y cumplan con ciertos límites realizando mediciones con unas frecuencias determinadas.
En Hach ® entendemos las necesidades de su agua cuando se trata de garantizar los niveles más elevados en cuanto a calidad, uniformidad y seguridad del producto. Tanto si necesita mantener la calidad del producto como evitar la pérdida de este, cumplir los límites de conformidad u optimizar el tratamiento de su agua, disponemos de soluciones personalizables para sus desafíos particulares.
- • Reducir al mínimo los residuos y la pérdida de producto
- • Aumentar la eficiencia energética
- • Reducir el consumo de agua/reutilización del agua
- • Reducir el impacto ambiental (huella de CO 2)
- • Mejorar el comportamiento ambiental
Leche y productos lácteos: un producto de gran calidad es fundamental para los negocios y las marcas. El procesamiento de productos lácteos supone un entorno muy exigente para el análisis de grasas, aceites, sólidos en suspensión, sales y partículas que, inevitablemente, están presentes en las corrientes del proceso. El ahorro de tiempo o el aumento de la fiabilidad de los análisis, al tiempo que se garantiza el cumplimiento con las normativas de la industria son elementos clave.
Carnes rojas y aves de corral: el uso de un agua con una calidad química y microbiológica adecuada es fundamental. Los procesadores de alimentos tienen que tomar medidas para garantizar que tanto el agua como los sistemas de agua de sus plantas son seguros y están bajo control.
Frutas, verduras, maíz, cereales, pescado/marisco, aromatizantes, aditivos, etc.: los procesadores de alimentos requieren grandes cantidades de agua de buena calidad para una gran variedad de operaciones, entre las que se incluyen homogenización o mezcla, limpieza, producción de vapor, etc. El agua puede contener minerales, materia orgánica, gases y contaminantes microbianos disueltos en ella. Todos estos factores son importantes para garantizar la calidad y la salubridad en general. Conocer la calidad del agua y cómo se mueve a través de la fábrica es una parte de la ecuación necesaria para producir alimentos seguros y de gran calidad.
Haga clic aquí para descargar el folleto de soluciones Hach para la industria alimentaria.
Haga clic aquí para conocer nuestras soluciones de laboratorio para la industria alimentaria.

Agua bruta/agua de aporte
La calidad del agua de aporte afecta directamente a la calidad del producto. La consistencia y la pureza de su agua bruta o de aporte afectan en gran medida al sabor y a la calidad del producto final. Somos conscientes de que la demanda de supervisión y tratamiento del agua bruta o de aporte afecta a la durabilidad de su equipo y a la calidad del producto.
Un tratamiento y un acondicionamiento adecuados son esenciales para el agua ya que esta forma parte de cualquier proceso de producción. El agua que se utiliza en las líneas de producción de las instalaciones de procesamiento de alimentos, debe cumplir no solo la normativa sobre agua potable de la FDA, sino que debe ser tratada para eliminar cualquier otro mineral y sustancia química adicional que pudiera afectar al sabor y a los procesos de producción.
Parámetros a monitorizar en los procesos de agua bruta/agua de aporte:
- Cloro
- Conductividad/sólidos disueltos totales (TDS)
- pH/ORP
- Turbidez
- Carbono orgánico disuelto (DOC)
- Carbono orgánico total (TOC)
- Control de coagulación
- Dureza

Aguas de refrigeración y calderas
Comprendemos los retos que plantea la supervisión del agua de las calderas y los procesos de refrigeración. El condensado es vital para procesos que requieren temperaturas elevadas. Cuando el vapor sale de la caldera pasa por una serie de intercambiadores de calor que calientan el líquido del proceso.
La medición de TOC en el condensado proporciona una advertencia temprana a la contaminación orgánica del vapor. Esta etapa del proceso también puede ser un punto donde se introduce contaminación orgánica en el sistema de retorno del condensado.
La optimización del agua de alimentación de calderas y del suministro de torres de refrigeración reduce al mínimo el uso de productos químicos, previene la corrosión y protege el equipamiento de la planta.
Parámetros a monitorizar en la supervisión de calderas/procesos de refrigeración:
- Oxígeno disuelto (OD)
- Conductividad/sólidos disueltos totales
- Cloro libre y total
- pH
- Carbono orgánico total (TOC)
- Dureza total
- Amoniaco

Laboratorio de control de calidad
El control de calidad es responsable de garantizar la calidad general de los productos que cumplen con la normativa. Los procedimientos de control de calidad son vitales para proporcionar productos sostenibles de gran calidad. Para ello, es fundamental contar con mediciones exactas, resultados fiables y herramientas fáciles de utilizar. Para optimizar el control de calidad, es crucial evitar averías y errores humanos.
El control de calidad en continuo proporciona al personal de producción resultados de análisis las 24 horas del día. Elimina las conjeturas del proceso, lo que mejora la eficacia y reduce los costes. Conocer los diferentes métodos disponibles también brinda la posibilidad de tomar las decisiones adecuadas relativas a su planta y al producto final.
Parámetros a monitorizar en las aplicaciones de control de calidad:
- Acidez total
- Sodio
- Color
- Calcio
- Cloro
- Turbidez

Limpieza in situ (CIP)
La limpieza in situ se utiliza habitualmente en las industrias en las que la higiene es relevante, para limpiar una amplia gama de zonas de la planta. La limpieza in situ (CIP) hace referencia al uso de una mezcla de productos químicos, calor y agua para limpiar la maquinaria, los recipientes o las tuberías sin necesidad de desmontar los elementos de la planta.
El sistema CIP garantiza la limpieza de las superficies de producción de la industria alimentaria. Los fabricantes de alimentos diseñan y clasifican procedimientos de limpieza in situ (CIP) para garantizar que ningún tipo de crecimiento microbiano pueda contaminar el producto.
Parámetros a monitorizar en la limpieza in situ:
- Conductividad inductiva
- Cloro
- pH
- Turbidez/sólidos

Reutilización del agua
La reducción del impacto ambiental es un motivo clave para optimizar la reutilización del agua en la planta. La reutilización del agua, incluida el agua regenerada y reciclada, es un método que pueden emplear las instalaciones de la industria alimentaria para mejorar las prácticas de sostenibilidad y garantizar el cumplimiento de los estándares de calidad del agua mediante la reducción de la dependencia de la planta de fuentes de agua externas.
Dado que la escasez de agua es un problema grave en todo el mundo, es necesario que la industria aborde las repercusiones de su consumo de agua y analice las formas en que puede optimizar el uso del agua en el futuro mientras garantiza la calidad de sus productos. Entre los ejemplos se incluyen los sistemas de ósmosis inversa.
La recuperación y la reutilización de las aguas residuales de un proceso de fabricación requieren un tratamiento básico o riguroso. La monitorización de parámetros y compuestos tales como TOC, DBO, DQO y TSS proporciona a los operadores de tratamiento la información necesaria para evaluar la calidad y mejorar la eficiencia de los procesos de tratamiento.
Parámetros a monitorizar en los procesos de reutilización del agua:
- Sólidos disueltos totales (TDS)
- Demanda química de oxígeno (DQO)
- Turbidez
- Sólidos en suspensión totales (TSS)
- pH
- Y muchos más...

Pérdida de producto
Evite que sus beneficios se pierdan por el desagüe. Aumente la productividad y reduzca los costes generales sacando el máximo partido a la monitorización de la materia orgánica en su proceso. La pérdida de producto, que de lo contrario podría haberse vendido, añade costes importantes más allá de la pérdida de producto en sí, en forma de mayores costes de energía, agua y tratamiento.
El uso de analizadores de materia orgánica en tiempo real como herramienta de gestión, especialmente diseñados para entornos exigentes, permite a las plantas visualizar y cuantificar el producto en las corrientes del proceso y las aguas residuales, lo que permite controlar el proceso de una forma más informada y responder ante incidentes, lo que finalmente lleva a la recuperación de ganancias que de otra manera se habrían perdido.
Parámetros a monitorizar en aplicaciones de pérdida de producto:
- Carbono orgánico total (TOC)
- Demanda química de oxígeno (DQO)
- Turbidez
- Sólidos en suspensión totales (TSS)

Aguas residuales
La gestión de las aguas residuales comienza con la medición en laboratorio, continúa con el control de procesos automático en continuo y, posteriormente, con sistemas de optimización inteligentes.
Como uno de los procesos que más recursos requiere en su planta, son muchas las demandas para reducir al mínimo el impacto ambiental y garantizar el cumplimiento de los requisitos sobre vertidos. Desde la eliminación de nutrientes hasta el tratamiento de lodos, pasando por el muestreo, una supervisión y un tratamiento adecuados reducen los costes de reactivos y previenen las infracciones por vertidos.
Parámetros a monitorizar en aplicaciones de aguas residuales:
- Demanda química de oxígeno (DQO)
- Demanda bioquímica de oxígeno (DBO)
- pH
- Oxígeno disuelto (OD)
- Turbidez y sólidos en suspensión totales (TSS)
- Nitrógeno (total)
- Fósforo (total)
- Carbono orgánico total (TOC)
- Materia orgánica
- Muestreo
